Топла продажба на изгубени восок лиење добавувачи.
Поддржани од високо развиена и специјализирана ИТ група, би можеле да обезбедиме техничка поддршка за претпродажба и постпродажна услуга за големи попусти во Кина Youlin® Lost Wax Casting, Нашиот високо специјализиран процес го елиминира дефектот на компонентата и им нуди на нашите клиенти непроменлив квалитет. што ни овозможува да ги контролираме трошоците, да го планираме капацитетот и да одржуваме конзистентна навремена испорака.
Голема попуст Кина Изгубени восок лиење, Нашите производи главно се извезуваат во Европа, Африка, Америка, Блискиот Исток и Југоисточна Азија и други земји и региони. Сега уживавме голема репутација меѓу нашите клиенти за квалитетни производи и добри услуги. Ќе се дружиме со бизнисмени од дома и од странство, следејќи ја целта „Квалитетот на прво место, угледот на прво место, најдобри услуги“.
1.Нашиот капацитет за одлеаноци од метален песок
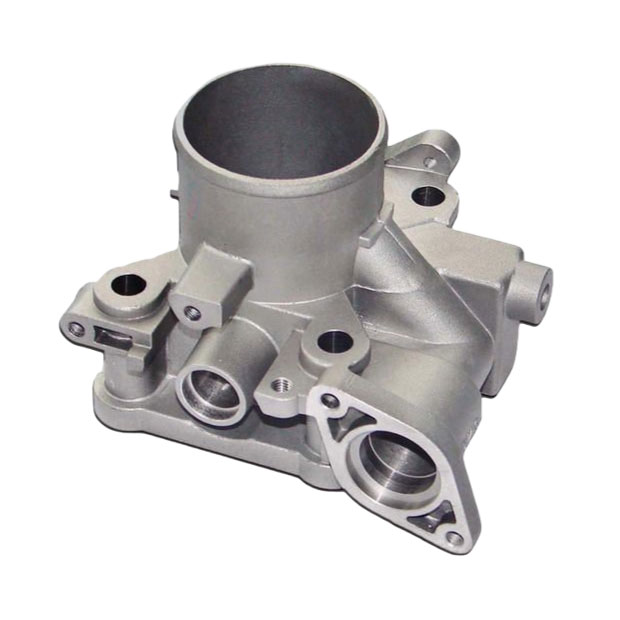
 Лиење со восок Youlin® Lost, познато и како прецизно лиење или инвестициско лиење, е производствен процес во кој се користи восочна шема за обликување на керамички калап за еднократна употреба. Восочен модел е направен во точниот облик на предметот што треба да се излее. Овој модел е обложен со огноотпорен керамички материјал. Откако керамичкиот материјал ќе се стврдне, се превртува наопаку и се загрева додека восокот не се стопи и исцеди. Зацврстената керамичка обвивка станува потрошен инвестициски калап. Растопениот метал се истура во калапот и се остава да се излади. Металното лиење потоа се крши од потрошениот калап.
Лиење со восок Youlin® Lost, познато и како прецизно лиење или инвестициско лиење, е производствен процес во кој се користи восочна шема за обликување на керамички калап за еднократна употреба. Восочен модел е направен во точниот облик на предметот што треба да се излее. Овој модел е обложен со огноотпорен керамички материјал. Откако керамичкиот материјал ќе се стврдне, се превртува наопаку и се загрева додека восокот не се стопи и исцеди. Зацврстената керамичка обвивка станува потрошен инвестициски калап. Растопениот метал се истура во калапот и се остава да се излади. Металното лиење потоа се крши од потрошениот калап.
Терминот инвестициски кастинг е изведен од процесот на „инвестирање“ (околу) на шема со огноотпорни материјали. Инвестициското леење често се избира во однос на другите методи на обликување бидејќи добиените одлеаноци претставуваат фини детали и одлични завршни површини како излеани. Тие, исто така, може да се фрлаат со тенки ѕидови и сложени внатрешни премини. За разлика од песокот, инвестициското лиење не бара нацрт.
Овие квалитети на процесот може да обезбедат форма на мрежа или одлеаноци во форма на речиси мрежа, кои на клиентите им обезбедуваат значителни заштеди на трошоците во материјалот, работната сила и обработката. Може да ги користи најчестите метали, вклучувајќи алуминиум, бронза, магнезиум, јаглероден челик и нерѓосувачки челик. Деловите произведени со инвестициско лиење вклучуваат лопатки на турбини, медицинска опрема, компоненти за огнено оружје, запчаници, накит, глави за голф стап и многу други машински компоненти со сложена геометрија.
2.Предности и недостатоци на изгубениот восок лиење
Предности:
✔Делови со исклучително сложени форми и сложени карактеристики може да се излеат како едно парче со помош на инвестициско лиење
✔Со функцијата за кратка должина или плитка длабочина, тенки делови до 0,40 mm (0,015 инчи) може да се излеат без дефекти на ладно затворање
✔Леењето со изгубен восок има одлична прецизност на димензиите и лесно се постигнуваат построги толеранции од 0,075 mm (0,003 инчи).
✔Во споредба со слични производни процеси, изгубениот восок може да постигне одлична завршница на површината без никаква постобработка. Обично околу 1,3 – 0,4 микрони RMS Ra
✔Нуди речиси неограничена слобода во однос на инвестициските лиени материјали, но најчесто користените материјали вклучуваат легура на алуминиум, леано железо и обоени легури. Процесот е особено привлечен за легури со висока температура.
✔ Не е потребен нацрт на ѕидовите, но ако се користи матрица за изработка на восочни обрасци, тогаш нацртот на лицето ќе го олесни процесот на изработка на шаблонот.
✔Бидејќи нема линии за разделба, актерската екипа нема да има блиц. Но, восочните модели може да имаат линии за разделба од матрицата.
✔Дополнителната обработка може да се елиминира или намали и вообичаено е доволно да се дозволи само 0,4 до 1 mm (0,015 до 0,040 инчи).
✔Одлична димензионална прецизност може да се постигне во комбинација со многу мазни површини како лиени. Овие способности се особено привлечни кога се прават производи од висока температура на топење, метали кои тешко се обработуваат, а кои не можат да се излеат со процеси на гипс или метални мувла.
✔Користениот восок обично може да се врати за повторна употреба.
Недостатоци:
✖Во споредба со другите методи на лиење метали, изгубениот восок вклучува многу сложени чекори што го прават процесот релативно скап. Но, некои од чекорите може да се автоматизираат за одредени производи. Може да биде поскапо од леењето или песокот, но трошоците по единица се намалуваат со големи количини.
✖ Високата цена на матриците за изработка на шаблони традиционално го ограничува инвестициското лиење на големи производствени количини
✖Високата цена се должи и на потребата од специјализирана опрема, скапиот огноотпорен материјал и високата цена на работната сила
✖Деловите тешко се фрлаат ако бараат јадра, имаат дупки помали од 1,6 mm или подлабоки од 1,5 пати од дијаметарот
3.Чекор на процесот на изгубен восок

Следниве чекори се она што го следиме за производство на делови со сложени геометрии и сложени детали.
1. Создадете восочна шема: Шема што ја повторува геометријата на готовиот дел е направена со еден од двата основни методи:
a.Изградете матрица за инјектирање восок
б.3Д шема за печатење
i. Ако се користи матрица за инјектирање восок, првиот чекор вклучува дизајнирање и изградба на метална матрица од алуминиум. Оваа матрица создава восочна реплика на саканиот дел со вбризгување на стопен восок под висок притисок во шуплината. Матрицата може да се направи како едноставна рачна алатка со една празнина или комплексна автоматска алатка со повеќе шуплини во зависност од барањата за волумен.
ii.Доколку се користи 3D печатена шема, CAD модел кој ја содржи геометријата на делот се испраќа до печатач и делот се печати.
2.Склопување на восок: Потоа, восочните обрасци се склопуваат на тркалца и во готово дрво кое е подготвено за потопување.
3. Облога со кашеста маса: Склопот потоа се потопува во висококвалитетна керамичка кашеста маса за да се изгради керамичка обвивка околу восочното дрво.
4. Малтирање: По завршувањето на облогата со кашеста маса, честичките од песок се испуштаат на површината на мокрото дрво. Ова помага да се згусне и зајакне слојот на облогата на површината за склопување со восок.
5.Повторете ги чекорите 5 и 6: Повторете ги чекорите 5 и 6 додека склопот не ја постигне саканата дебелина на обвивката. Склопот потоа се остава да се стегне и да се исуши.
6. Депилација: Восокот во внатрешноста на новоизградената школка сега е отстранет. Депилацијата се врши со помош на автоклав за одводнување на пареа или блиц-огнена печка.
7. Лиење: Сега саканиот стопен метал се истура во претходно загреаната празнина на мувлата.
8. Ладење: Калапот потоа седи за да му дозволи на стопениот метал да се олади и зацврсти што потоа станува последното леење.
9. Отстранување на школка: Материјалот на школка потоа се отстранува преку процеси со нокаут со чекан, вибрации и минирање со челик.
10. Cut Off: готовите делови потоа се отсечени од системот за капа и тркач.
11. Финиширање: Потоа се користат различни техники на завршна обработка, вклучувајќи мелење, песок минирање и премачкување за да се постигне потребната конечна површина.
12. Тестирање: Откако ќе се завршат завршните операции, деловите се проверуваат за површински и подповршински дефекти. Визуелна и флуоресцентна инспекција на пенетранти се врши за површини и рендген се користи за идентификација на дефекти под површината.
4.Изгубен восок Лиење против друг процес на лиење

5.ЧПП
П: Кои се размислувањата при користење на изгубен восок?
А:
1.Трошоци за алат:
За мали барања за количество, може да биде поскапо од другите методи ако се работи за трајно алатирање. За тие апликации, SLA или печатените обрасци може да бидат исплатлива алтернатива (дури и за количина од една).
Почетните трошоци се уште еден клучен фактор кога се одредува дали инвестициското кастинг носи најголема вредност. Алатката за инвестициско лиење обично се состои од повеќе делови споени заедно за производство на сложени компоненти. Оваа „предна“ цена не е безначајна, но може лесно да се надомести со недостатокот на последователна обработка и/или изработка.
2. Ограничувања на големината:
Можно е да се создадат инвестициски одливки во различни големини. Постои горна граница на тој опсег, што е помало од другите технологии во облик, како што е песокот.
3. Многу мали структури:
Инвестициското лиење е одличен избор за апликации со тенкоѕидни ѕидови, но многу мали внатрешни облици кои користат јадра може да претставуваат предизвици. Дупките обично не можат да бидат помали од 1/16” (1,6 mm) или подлабоки од 1,5 пати во дијаметар.
4.Термин:
Процесот на инвестициско кастинг од повеќе чекори одзема повеќе време од другите процеси. Времето на обработка може да биде пократко од другите алтернативи.
П: Зошто се нарекува изгубен восок?
О: По затворањето на калапот околу глинениот модел, врел восок се истура во јазот помеѓу моделот и калапот. Ова предизвикува восокот да се стопи и да тече надвор од калапот, оставајќи простор помеѓу огноотпорниот модел од глина и инвестицискиот калап. Затоа овој метод се нарекува процес на изгубен восок.
П: Колку е точно кастинг на инвестиции?
О: Инвестициското лиење може да постигне одлични детали и точност – во опсег од +/- 0,005 инчи по инч. Многу малку дополнителна обработка е потребна за детали и карактеристики.